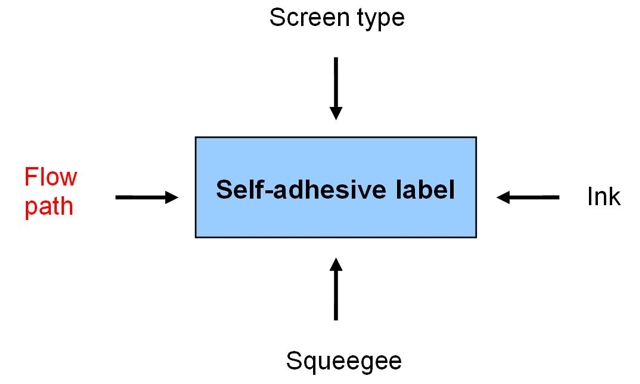
To achieve a good print result, particular attention needs to be paid to the most important parameters in rotary screen printing. The key influencing factors are the type of screen, the ink, the squeegee and the flow path. This article focusses on the last of these parameters and how it impacts on screen printing. Printers can influence the flow path by adjusting parameters such as machine speed, the length of the flow path and the rheology of the screen printing ink.
The ink should flow
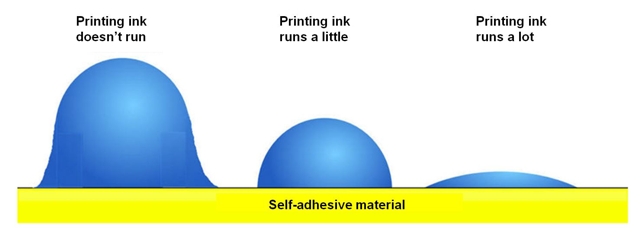
Obtaining the optimum ink flow is crucial in screen printing, which is still the printing method that achieves the thickest ink layers by far. The more ink that is on the substrate, the more important it is that the ink flow is optimally tailored to the desired printed image. If it isn’t, potential discrepancies can be obvious even to the naked eye and lead to further quality losses when overprinting with other techniques. In screen printing, the term flow path is generally used to describe the amount of time that the ink needs to flow across the self-adhesive material before it is cured by the drying process.
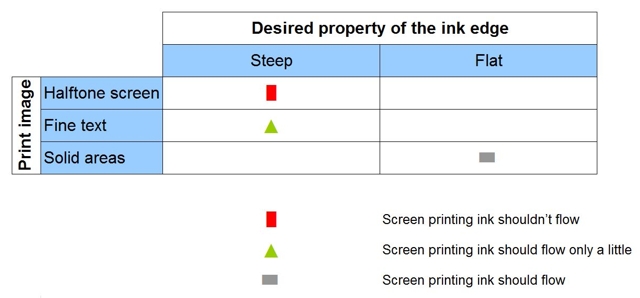
Printing press manufacturers use the term flow path to describe the length of the path (from printing unit to dryer) because they can use mechanical engineering techniques to design and modify this distance. Label printers themselves probably talk about flow time because the ink has had too little or too much time to flow before drying. No matter how you look at it – flow path or flow time – the ink should have the best possible flow to suit the printed image. It is important to make the following distinctions:
Machine speed and flow path influence how ink flows
The machine speed and the length of the flow path are two parameters that are directly connected and influence how screen printing ink flows. The printer usually changes the machine speed, but the flow path is determined by the mechanical construction of the press.
Machine speed variable – flow path fixed
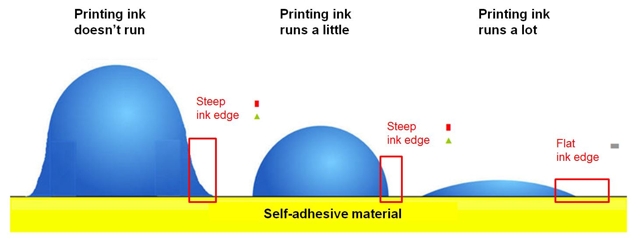
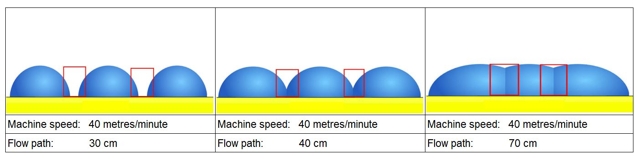
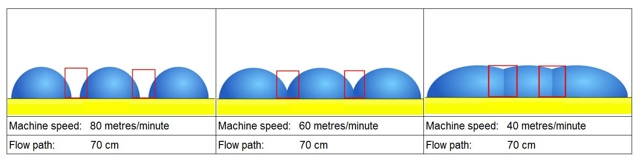
When using a high machine speed, the ink has practically no time to flow and drying ensures that the ink edge stays upright. By contrast, when using a low machine speed, the ink has the time it needs to flow and the ink edge flattens out before drying. This physical characteristic is the main difference between screen printing and other printing methods such as flexographic and offset printing, which permit maximum printing speeds.
Machine speed fixed – flow path variable
When using a short flow path, the ink has practically no time to flow and drying ensures that the ink edge stays upright. By contrast, when using a long flow path, the ink has the time it needs to flow and the ink edge flattens out before drying.
What printers can influence
Printers can influence how inks flow using the following parameters – machine speed, the length of the flow path, the position and hardness of the squeegee (see Gallus In Touch 32 – link) and the rheological properties of the printing ink.
When using machine speed, the printer simply slows down or speeds up the machine to give the ink more or less time to flow.
To modify flow path, the path of the paper web needs to be altered. The distance between the printing unit and dryer has to be made bigger or smaller by sending the printed web on a different route to slow down or speed up its journey time to the dryer.
The rheological properties of the screen printing ink can be modified using either a thinner or a flow agent. However, care should be taken when selecting the amounts to use. Using too much of an additive can change the hue of the ink, cause smearing or result in printing gaps when performing combination printing. Working with flow agents can also lead to problems during overprinting and foil embossing, which is why it is preferable to use thinners.
Screen printing: Pinholes
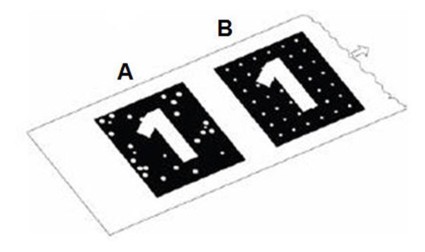
Printing error A:
Silicone-free inks separate from the substrate if the flow path is too long, which causes the formation of irregular craters. Because silicones reduce the surface tension of ink, silicone-free inks have a higher surface tension and, when this exceeds the surface tension of the substrate, the ink “beads” away from the substrate if it is not dried quickly enough. It is this beaded ink that results in the formation of irregular craters. When this printing error occurs, printers need to either increase the machine speed or shorten the flow path.
Printing error B
If the flow path is too short, regular pinholes can appear in solid areas when using inks that contain silicone. The ink is pressed through the mesh openings in the screen, but the ink droplets cannot flow quickly enough before drying. As a result, the parts of the print image on which the mesh fabric rests are not covered with ink. When this printing error occurs, printers need to reduce the machine speed, extend the flow path or thin the printing ink with flow agents or thinners.
Gallus Screeny service and support
With extensive experience in screen printing and combination printing, Gallus is the perfect contact whenever queries arise regarding the flow path. The service and support team at Gallus Rotascreen is happy to advise customers on all aspects of flow path. Please feel free to get in touch with our specialists.